






PARAMETRI PROIZVODA
| Naziv proizvoda | Reduktor cijevi |
| Veličina | 1/2"-24" bešavne, 26"-110" zavarene |
| Standardno | ANSI B16.9, EN10253-2, DIN2616, GOST17378, JIS B2313, MSS SP 75, itd. |
| Debljina zida | SCH5S, SCH10, SCH10S, STD, XS, SCH40S, SCH80S, SCH20, SCH30, SCH40, SCH, 60, SCH80, SCH160, XXS, prilagođeno itd. |
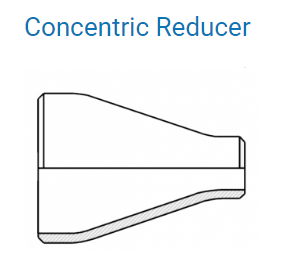
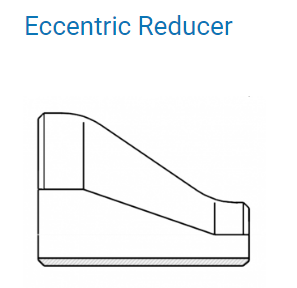
| Tip | Koncentrično ili ekscentrično |
| Proces | Bešavne ili zavarene sa šavom |
| Kraj | Zakošeni kraj/BE/čeono zavarivanje |
| Površina | kiseljenje, valjanje pijeska, poliranje, poliranje ogledalom itd. |
| Materijal | Nehrđajući čelik:A403 WP304/304L, A403 WP316/316L, A403 WP321, A403 WP310S, A403 WP347H, A403 WP316Ti, A403 WP317, 904L, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Mo itd. |
| Dupleks nehrđajući čelik:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462, 1.4410, 1.4501 itd. | |
| Niklova legura:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H, C22, C-276, Monel400, Alloy20 itd. | |
| Primjena | Petrohemijska industrija; avio- i vazduhoplovna industrija; farmaceutska industrija, ispušni plinovi; elektrane; brodogradnja; tretman vode itd. |
| Prednosti | Na zalihi je, brže vrijeme isporuke; dostupno u svim veličinama, prilagođeno; visok kvalitet. |
PRIMJENA REDUKTORA ZA ČELIČNE CIJEVI
Čelični reduktor se koristi u hemijskim fabrikama i elektranama. Čini cjevovodni sistem pouzdanim i kompaktnim. Štiti cjevovodni sistem od bilo kakvog negativnog uticaja ili termičke deformacije. Kada je u tlačnom krugu, sprječava bilo kakvu vrstu curenja i jednostavan je za ugradnju. Reduktori obloženi niklom ili hromom produžavaju vijek trajanja proizvoda, korisni su za vodove s visokim protokom pare i sprječavaju koroziju.
VRSTE REDUKTORA
Koncentrični reduktori se široko koriste, dok se ekscentrični reduktori primjenjuju za održavanje nivoa gornje i donje cijevi. Ekscentrični reduktori također sprječavaju zarobljavanje zraka unutar cijevi, a koncentrični reduktor uklanja buku.
PROCES PROIZVODNJE REDUKTORA OD ČELIČNIH CIJEVI
Postoje raznovrsni proizvodni procesi za reduktore. Oni se izrađuju od zavarenih cijevi s potrebnim materijalom za punjenje. Međutim, EFW i ERW cijevi ne mogu koristiti reduktor. Za proizvodnju kovanih dijelova koriste se različite vrste metoda, uključujući postupke hladnog i toplog oblikovanja.
DETALJNE FOTOGRAFIJE
1. Zakošeni kraj prema ANSI B16.25.
2. Prvo grubo ispolirajte prije brušenja valjanjem, tada će površina biti mnogo glatkija.
3. Bez laminacije i pukotina.
4. Bez ikakvih popravki zavara.
5. Površinska obrada može biti kiseljenje, valjanje pijeska, mat završna obrada, poliranje do ogledala. Cijena je svakako drugačija. Za vašu informaciju, površina valjana pijeskom je najpopularnija. Cijena valjanja pijeska odgovara većini klijenata.
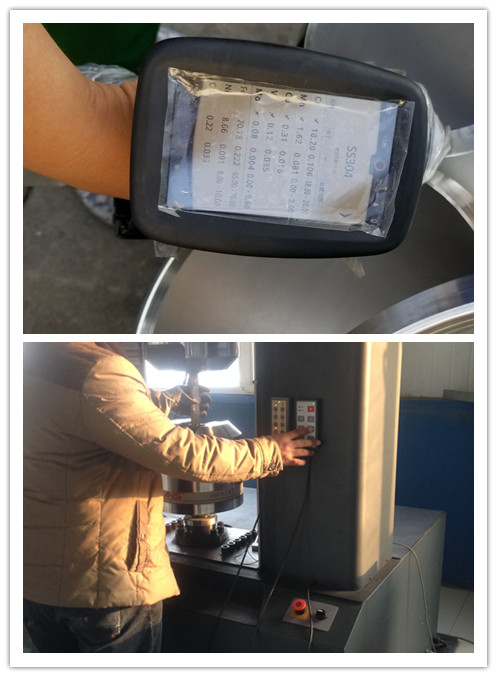
INSPEKCIJA
1. Mjerenja dimenzija, sve unutar standardne tolerancije.
2. Tolerancija debljine: +/- 12,5% ili na vaš zahtjev.
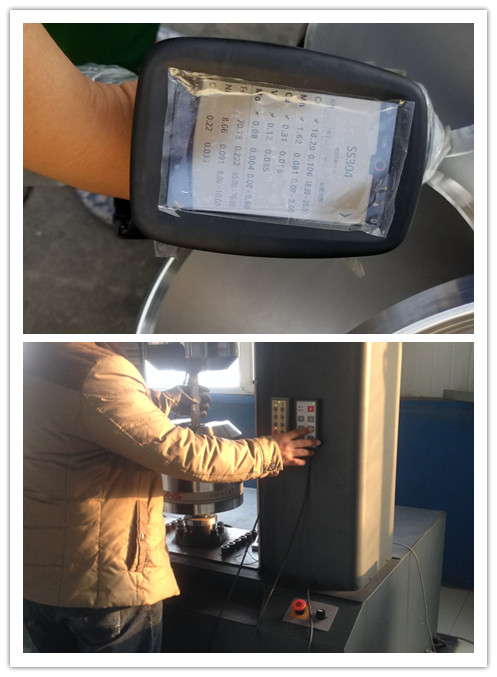
3. PMI
4. PT, UT, rendgenski test.
5. Prihvatite inspekciju treće strane.
6. Isporuka MTC, EN10204 3.1/3.2 certifikat, NACE
7. ASTM A262 praksa E

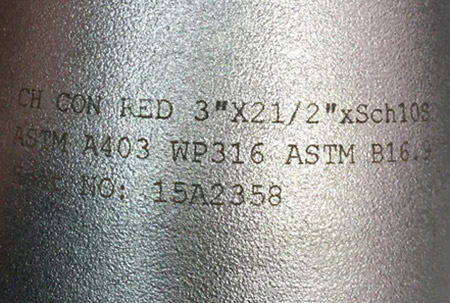
OZNAČAVANJE
Različiti radovi označavanja mogu se izvršiti na vaš zahtjev. Prihvatamo označavanje vašeg LOGA.
PAKOVANJE I DOSTAVA
1. Pakirano u kutiju od šperploče ili paletu od šperploče.
2. Stavit ćemo listu za pakiranje na svaki paket.
3. Na svaki paket ćemo staviti oznake za dostavu. Riječi za označavanje su na vaš zahtjev.
4. Svi materijali za drvenu ambalažu ne podliježu fumigaciji.

Čelični reduktor se koristi u hemijskim fabrikama i elektranama. Čini cjevovodni sistem pouzdanim i kompaktnim. Štiti cjevovodni sistem od bilo kakvog negativnog uticaja ili termičke deformacije. Kada je u tlačnom krugu, sprječava bilo kakvu vrstu curenja i jednostavan je za ugradnju. Reduktori obloženi niklom ili hromom produžavaju vijek trajanja proizvoda, korisni su za vodove s visokim protokom pare i sprječavaju koroziju.
Koncentrični reduktori se široko koriste, dok se ekscentrični reduktori primjenjuju za održavanje nivoa gornje i donje cijevi. Ekscentrični reduktori također sprječavaju zarobljavanje zraka unutar cijevi, a koncentrični reduktor uklanja buku.
Postoje raznovrsni proizvodni procesi za reduktore. Oni se izrađuju od zavarenih cijevi s potrebnim materijalom za punjenje. Međutim, EFW i ERW cijevi ne mogu koristiti reduktor. Za proizvodnju kovanih dijelova koriste se različite vrste metoda, uključujući postupke hladnog i toplog oblikovanja.

Detaljne fotografije
1. Zakošeni kraj prema ANSI B16.25.
2. Prvo grubo ispolirajte prije brušenja valjanjem, tada će površina biti mnogo glatkija.
3. Bez laminacije i pukotina.
4. Bez ikakvih popravki zavara.
5. Površinska obrada može biti kiseljenje, valjanje pijeska, mat završna obrada, poliranje do ogledala. Cijena je svakako drugačija. Za vašu informaciju, površina valjana pijeskom je najpopularnija. Cijena valjanja pijeska odgovara većini klijenata.
Inspekcija
1. Mjerenja dimenzija, sve unutar standardne tolerancije.
2. Tolerancija debljine: +/- 12,5% ili na vaš zahtjev.
3. PMI
4. PT, UT, rendgenski test.
5. Prihvatite inspekciju treće strane.
6. Isporuka MTC, EN10204 3.1/3.2 certifikat, NACE
7. ASTM A262 praksa E
Obilježavanje
Različiti radovi označavanja mogu se izvršiti na vaš zahtjev. Prihvatamo označavanje vašeg LOGA.

Pakovanje i dostava
1. Pakirano u kutiju od šperploče ili paletu od šperploče.
2. Stavit ćemo listu za pakiranje na svaki paket.
3. Na svaki paket ćemo staviti oznake za dostavu. Riječi za označavanje su na vaš zahtjev.
4. Svi materijali za drvenu ambalažu ne podliježu fumigaciji.
Cijevni spojevi su ključne komponente u cjevovodnom sistemu, koje se koriste za spajanje, preusmjeravanje, odvajanje, promjenu veličine, brtvljenje ili kontrolu protoka fluida. Široko se primjenjuju u oblastima kao što su građevinarstvo, industrija, energetika i komunalne usluge.
Ključne funkcije:Može obavljati funkcije kao što su spajanje cijevi, promjena smjera protoka, dijeljenje i spajanje tokova, podešavanje promjera cijevi, zaptivanje cijevi, kontrola i regulacija.
Područje primjene:
- Opskrba vodom i odvodnja zgrade:PVC koljena i PPR tris se koriste za vodovodne mreže.
- Industrijski cjevovodi:Prirubnice od nehrđajućeg čelika i koljena od legiranog čelika koriste se za transport hemijskih medija.
- Prijevoz energije:Čelični cijevni fitinzi visokog pritiska koriste se u naftovodima i plinovodima.
- HVAC (grijanje, ventilacija i klimatizacija):Bakreni spojni elementi se koriste za spajanje cjevovoda rashladnog sredstva, a fleksibilni spojevi se koriste za smanjenje vibracija.
- Poljoprivredno navodnjavanje:Brzi konektori olakšavaju montažu i demontažu sistema za navodnjavanje prskalicama.
-

ASTM B 16.9 Pipe Fitting Carbon Steel Butt Weld...
-

ANSI B16.9 stainless steel 45 degree butt weld ...
-

carbon steel 90 Degree Black Steel Hot Inductio...
-

304 304L 321 316 316L stainless steel 90 degree...
-

carbon steel low temperature steel bend elbow w...
-

sch80 ss316 stainless steel Butt Weld Eccentri...




