







SPECIFIKACIJA
| Naziv proizvoda | Preklopljeni spoj/Labava prirubnica |
| Veličina | 1/2"-24" |
| Pritisak | 150#-2500#, PN0.6-PN400, 5K-40K |
| Standardno | ANSI B16.5, EN1092-1, JIS B2220 itd. |
| Krajnji kraj | MSS SP 43, ASME B16.9 |
| Materijal | Nehrđajući čelik:A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Mo itd. |
| Ugljični čelik:A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 itd. | |
| Dupleks nehrđajući čelik:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462, 1.4410, 1.4501 itd. | |
| Čelik za cjevovode:A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 itd. | |
| Niklova legura:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H, C22, C-276, Monel400, Alloy20 itd. | |
| Cr-Mo legura:A182F11, A182F5, A182F22, A182F91, A182F9, 16mo3, 15Crmo, itd. | |
| Primjena | Petrohemijska industrija; avio- i vazduhoplovna industrija; farmaceutska industrija; ispušni plinovi; elektrane; brodogradnja; tretman vode itd. |
| Prednosti | Na zalihi je brzo, brže vrijeme isporuke; dostupno u svim veličinama, prilagođeno; visok kvalitet |
STANDARDI DIMENZIJA
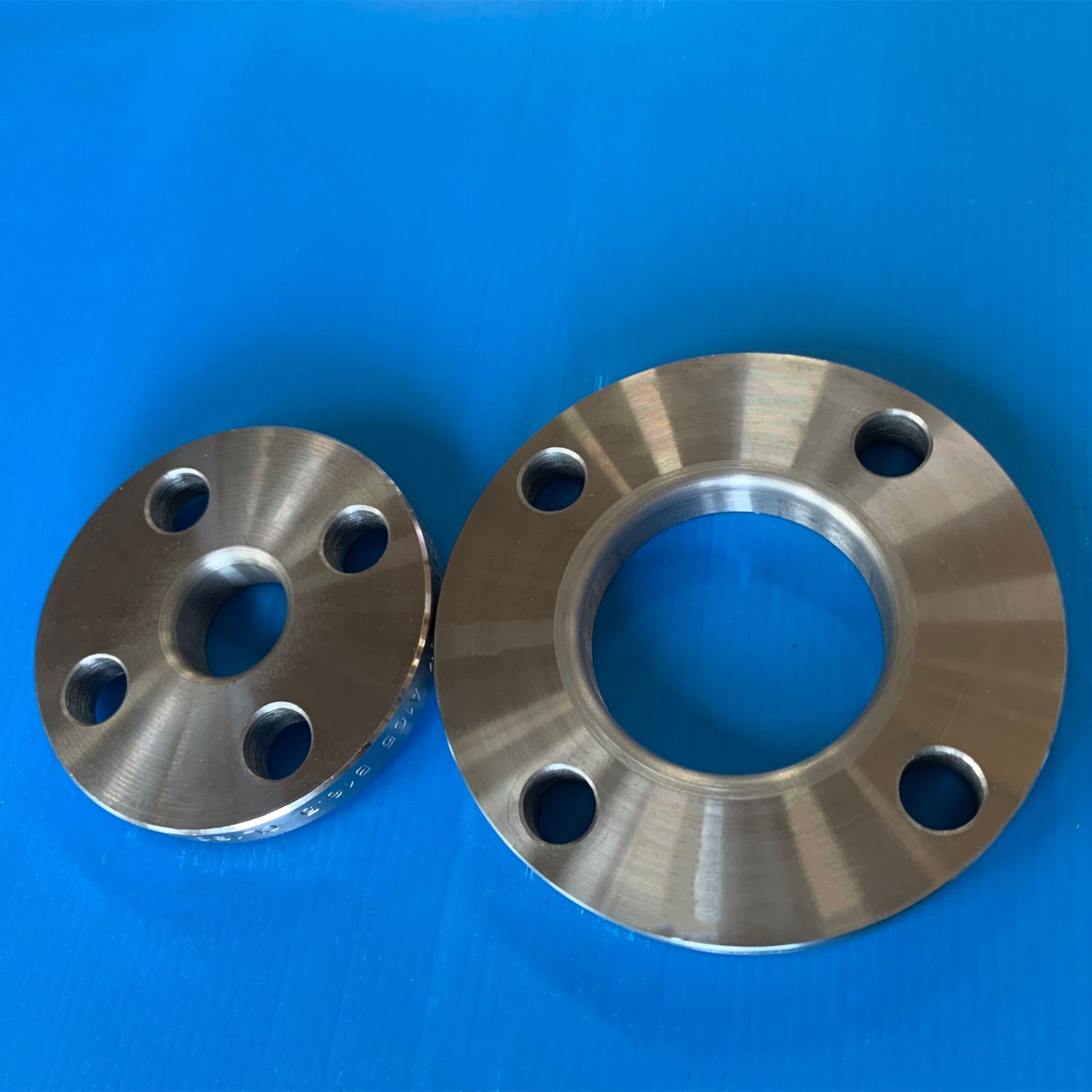
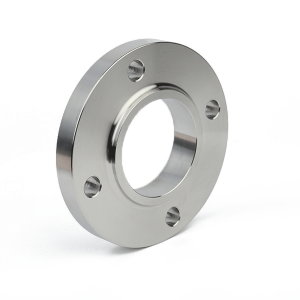
PRIRUBNICA ZA PREKLOPNI SPOJ
Za prirubnicu s preklopnim spojem potrebne su dvije komponente cijevi za svaku stranu prirubničkog spoja, jedan završni dio i jedan labavi potporni prirubni dio. Labavi potporni prirubni dio prelazi preko vanjskog promjera drugog završnog dijela, koji je zavaren sučeono za cijev. Potporni prirubni dio nije zavaren za cijev i može se rotirati, što je posebno korisno kada je potrebno orijentirati prirubnice tokom montaže.
Također, budući da potporna prirubnica ne dolazi u kontakt s procesnom tekućinom, može biti izrađena od materijala manje otpornog na koroziju. Na primjer, ako je proces korozivan i zahtijeva da cijev bude od nehrđajućeg čelika, kao u ASTM A312 TP316L, tada i završni dio mora biti izrađen od SS 316L; međutim, potporna prirubnica može biti izrađena od jeftinijeg ASTM A105 materijala.
Ova metoda spajanja nije toliko robusna kao prirubnica sa zavarenim vratom, ali je superiornija u odnosu na vijčane, utičnice za zavarivanje i klizne spojeve; međutim, skuplja je za izvođenje, jer zahtijeva potpuno prodiranje sučeonog zavara i zahtijeva dvije komponente.

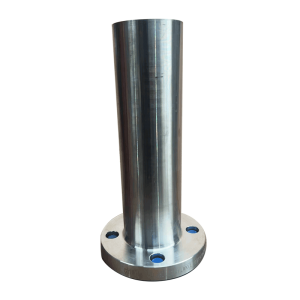
KRAJ TRAKE
Krajnji spoj će se uvijek koristiti s prirubnicom s preklopnim spojem, kao potporna prirubnica.
Ovi prirubnički spojevi se primjenjuju u niskotlačnim i nekritičnim primjenama i predstavljaju jeftinu metodu prirubničkog spajanja.
Na primjer, u sistemu cijevi od nehrđajućeg čelika može se primijeniti prirubnica od ugljičnog čelika, jer ne dolazi u kontakt s proizvodom u cijevi.
Krajevi cijevi dostupni su za gotovo sve promjere. Dimenzije i dimenzijske tolerancije definirane su u standardu ASME B.16.9. Lagani krajevi cijevi (spojnice) otporni na koroziju definirani su u MSS SP43.

PREDNOSTI PRIRUBNIČKOG SPOJA S PREKLOPOM
- Sloboda okretanja oko cijevi olakšava poravnavanje rupa za prirubničke vijke na suprotnim stranama.
- Nedostatak kontakta s tekućinom u cijevi često omogućava upotrebu jeftinih prirubnica od ugljičnog čelika s cijevima otpornim na koroziju.
- U sistemima koji brzo erodiraju ili korodiraju, prirubnice se mogu spasiti za ponovnu upotrebu.

PRIKAZ DETALJA PROIZVODA
1. Lice
ravna površina, radijus je najvažniji
2. Sa glavčinom ili bez glavčine
3. Završna obrada lica
Završna obrada površine prirubnice mjeri se kao aritmetička prosječna visina hrapavosti (AARH). Završna obrada se određuje korištenim standardom. Na primjer, ANSI B16.5 specificira završnu obradu površine u rasponu od 125AARH-500AARH (3,2Ra do 12,5Ra). Druge završne obrade dostupne su na zahtjev, na primjer 1,6 Ra max, 1,6/3,2 Ra, 3,2/6,3Ra ili 6,3/12,5Ra. Raspon 3,2/6,3Ra je najčešći.
OZNAČAVANJE I PAKOVANJE
• Svaki sloj koristi plastičnu foliju za zaštitu površine
• Svi proizvodi od nehrđajućeg čelika pakirani su u kutije od šperploče. Za veće dimenzije prirubnica od karbona pakirane su na palete od šperploče. Ili se pakiranje može prilagoditi.
• Oznaka za dostavu može se izraditi na zahtjev
• Oznake na proizvodima mogu biti urezane ili odštampane. Prihvata se OEM.
INSPEKCIJA
• UT test
• PT test
• MT test
• Ispitivanje dimenzija
Prije isporuke, naš QC tim će organizovati NDT test i inspekciju dimenzija. Također prihvatamo TPI (inspekciju treće strane).
PROCES PROIZVODNJE
| 1. Odaberite originalnu sirovinu | 2. Rezanje sirovog materijala | 3. Predgrijavanje |
| 4. Kovanje | 5. Toplotna obrada | 6. Gruba obrada |
| 7. Bušenje | 8. Fina obrada | 9. Označavanje |
| 10. Inspekcija | 11. Pakovanje | 12. Dostava |
Cijevni spojevi su ključne komponente u cjevovodnom sistemu, koje se koriste za spajanje, preusmjeravanje, odvajanje, promjenu veličine, brtvljenje ili kontrolu protoka fluida. Široko se primjenjuju u oblastima kao što su građevinarstvo, industrija, energetika i komunalne usluge.
Ključne funkcije:Može obavljati funkcije kao što su spajanje cijevi, promjena smjera protoka, dijeljenje i spajanje tokova, podešavanje promjera cijevi, zaptivanje cijevi, kontrola i regulacija.
Područje primjene:
- Opskrba vodom i odvodnja zgrade:PVC koljena i PPR tris se koriste za vodovodne mreže.
- Industrijski cjevovodi:Prirubnice od nehrđajućeg čelika i koljena od legiranog čelika koriste se za transport hemijskih medija.
- Prijevoz energije:Čelični cijevni fitinzi visokog pritiska koriste se u naftovodima i plinovodima.
- HVAC (grijanje, ventilacija i klimatizacija):Bakreni spojni elementi se koriste za spajanje cjevovoda rashladnog sredstva, a fleksibilni spojevi se koriste za smanjenje vibracija.
- Poljoprivredno navodnjavanje:Brzi konektori olakšavaju montažu i demontažu sistema za navodnjavanje prskalicama.
-

ASME B 16.5 CS SA 105N LWNFF 20 inča 600LB LWN F...
-

Prilagođena nestandardna prirubnica od cijevne ploče od nehrđajućeg čelika...
-
Prirubnica s dugim zavarivanjem, standardni pritisak LWN za...
-

Prilagođena LWN prirubnica standardnog ugljičnog čelika Sta...
-

Prirubnica za zavarivanje sa utičnicom od ugljičnog čelika A105 SW RTJ 3/4...
-
ANSI DIN kovani nehrđajući čelik klase 150 navlaka za...




